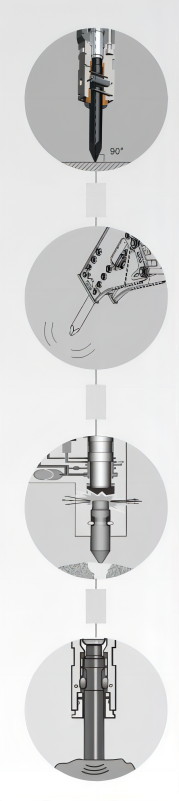
कार्यरत कोन
कामाच्या पृष्ठभागापासून ९०° चा योग्य कामाचा कोन ठेवणे खूप महत्वाचे आहे. जर तसे केले नाही तर, उपकरणाचे आयुष्य कमी होईल आणि उपकरणांवर वाईट परिणाम होतील, जसे की उपकरण आणि बुशिंगमधील उच्च संपर्क दाब, पृष्ठभाग खराब होणे, साधने तुटणे.
स्नेहन
टूल/बुशिंगचे नियमितपणे वंगण घालणे आवश्यक आहे आणि कृपया योग्य दर्जाचे उच्च तापमान/उच्च दाबाचे ग्रीस वापरा. हे ग्रीस चुकीच्या कामाच्या कोनामुळे, लीव्हरेजमुळे आणि जास्त वाकणे इत्यादींमुळे निर्माण होणाऱ्या अति संपर्क दाबांवर टूल्सचे संरक्षण करू शकते.
ब्लँक फायरिंग
जेव्हा साधन कामाच्या पृष्ठभागाच्या संपर्कात नसते किंवा फक्त अंशतः संपर्कात नसते, तेव्हा हातोड्याच्या वापरामुळे भागांना जास्त झीज होते आणि नुकसान होते. कारण साधन रिटेनर पिनवर टाकल्याने, वरच्या रिटेनर फ्लॅट रेडियस एरिया आणि रिटेनिंग पिन स्वतःच नष्ट होईल.
साधनांची नियमितपणे तपासणी करावी, जसे की दर ३०-५० तासांनी, आणि नुकसान झालेल्या भागाचे ग्राउंडिंग करावे. तसेच या संधीमध्ये साधन तपासा आणि उपकरणाचे बुशिंग खराब झाले आहे की नाही ते पहा, नंतर आवश्यकतेनुसार ते बदला किंवा रिकंडिशन करा.
जास्त गरम होणे
एकाच ठिकाणी १०-१५ सेकंदांपेक्षा जास्त वेळ मारणे टाळा. जास्त वेळ मारल्याने कामाच्या ठिकाणी जास्त उष्णता निर्माण होऊ शकते आणि "मशरूमिंग" आकाराचे नुकसान होऊ शकते.
पुनर्बांधणी
साधारणपणे, छिन्नीला पुन्हा कंडिशनिंगची आवश्यकता नसते, परंतु जर काम करणाऱ्या टोकाचा आकार गेला तर संपूर्ण उपकरणावर आणि हातोड्यावर जास्त ताण येऊ शकतो. मिलिंग किंवा टर्निंग करून पुन्हा कंडिशनिंग करण्याची शिफारस केली जाते. वेल्डिंग किंवा फ्लेम कटिंगची शिफारस केलेली नाही.